化工行业是我国国民经济的重要支柱,近年来化工行业也在大力的发展,但同时安全事故的发生率也相对增加,不断给企业敲响警钟。比如涉及到RTO工艺的相关行业,通常会选择安装红外LEL在线检测系统,实施监测易燃物质的浓度,当出现可燃气体的浓度超标时及时处理以避免发生生产安全事故 。
RTO是一种有机废气处理技术,有着处理效率高、维护工作量少、装置使用寿命长等优点,被广泛应用于油漆涂料生产、喷漆房、汽车行业、石油和天然气、化学制品、制药业、半导体等行业。不过在进行RTO焚烧炉工艺时,由于储罐或管道内会存在有机溶剂等干扰、腐蚀性因素等影响,很难对产生且排放的气体进行有效监测。安装红外LEL在线检测系统,能有效减少有机溶剂、弱酸、水、负压等因素的干扰,从而保证分析系统正常、稳定地运行。

既然安装红外LEL在线检测系统这么重要,那么企业该如何选择这种设备呢?其实一家靠谱的厂家除了要有过硬的产品之外,还应该提供售前、售中和售后技术支持,并且还要有大量的应用案例,灵活地帮助客户解决各种难题。
湖南希思智能科技在客户心中是信誉良好的直销厂家,秉承“让生活工作环境变得更环保、更安全”的使命,不断优化产品性能和客户体验。其研发的XS-AMK-EX型主要针对有机废弃治理行业中的RTO前端应用,可灵活配置,功能强大,主要用于储罐/管道内有机可燃气体浓度的在线监测。
RTO有机可燃气体LEL在线监测仪
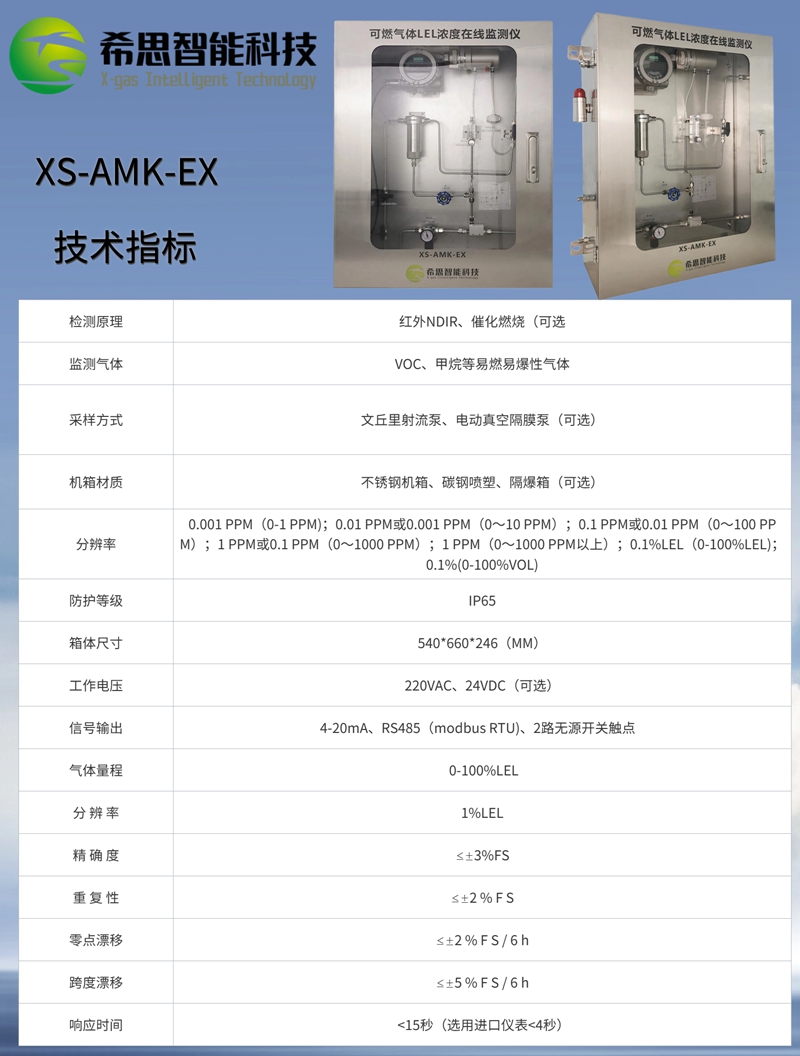
型号:XS-AMK-EX
一、产品特点
1、采用进口高精度可燃气体传感器
2、八寸宽大触摸屏显示
3、强大的声光报警功能,超标自动报警
4、模块化设计,方便设备维护
5、内置流量计、粉尘过滤器、除水器等,组成的预处理系统
6、采用防爆箱集成,防爆等级EX De IIBT4,可选配CT4,IP65
7、强大的本地数据存储功能,可存储3年以上历史数据
8、具有自动测试、自检、故障报警、屏幕显示、结果查询等功能
9、modbus通讯可连接上位机,兼容常规控制输出方式:2路继电器输出
10、中英文操作界面,自由切换
11、防雨防灰尘外壳设计
12、泵吸式采样,主要监测废气处理设备进气口废气是否超过爆炸下限。
13、可增加4~8种监测因子,根据现场检测气体选配。
14、带继电器输出,可控制外部通风设备。
二、设备简介
可燃气体LEL在线监测仪可在线监测燃烧法有机废气治理设备进气口有机可燃气体的浓度,实时反馈有机可燃气体浓度变化,并将检测到的气体浓度含量以4-20mA的电流信号提供给用户于实现系统工艺自动控制。
可燃气体LEL在线监测仪可设置报警点,当废气浓度达到设定的数值时,发出声光报警,并启动风机。防止废气治理设备发生爆炸事故
三、技术指标
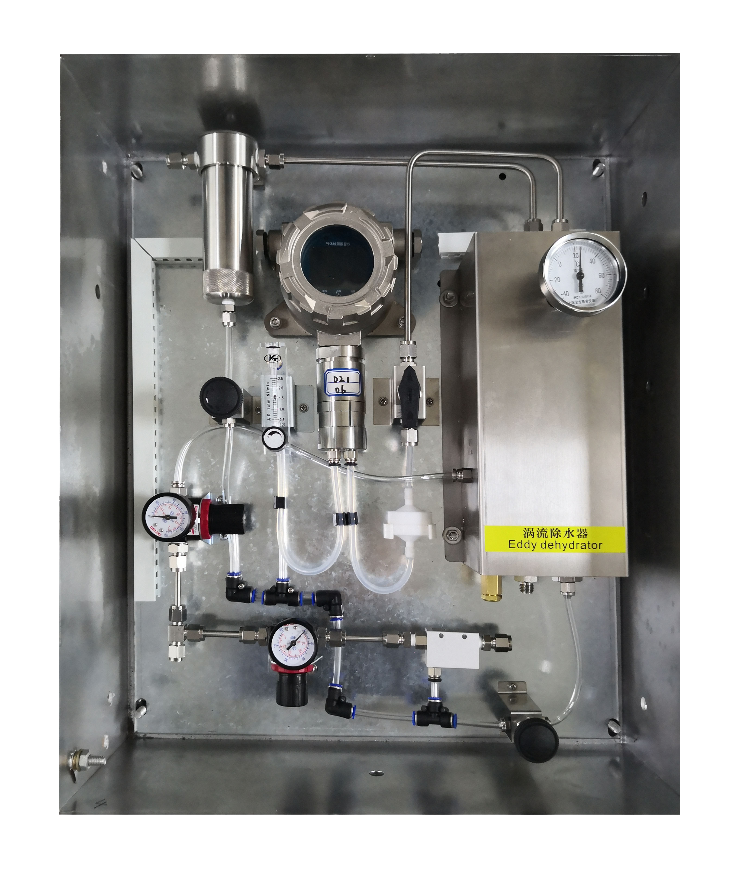
四、预处理系统
采样探头:不锈钢采样探头,初级除尘,滤水
二级过滤:粉尘过滤,水汽分离
反吹(可选):手动压缩反吹,压缩空气0.5MPa~0.8MPa
管线材质(可选):316不锈钢、PTFE
进气接口(可选):6mm不锈钢卡套接头、6mm气管快速接头





